特種陶瓷成形方法有很多種,,生產(chǎn)中應(yīng)根據(jù)制品的形狀選擇成形方法,而不同的成形方法需選用的結(jié)合劑不同,。常見陶瓷成形方法,、結(jié)合劑種類及用量如下所示:
特種陶瓷成形方法、結(jié)合劑種類和用量
成形方法 結(jié)合劑舉例 結(jié)合劑用量(質(zhì)量%)
千壓法 聚乙烯醇縮丁醛等 1~5
澆注法 丙烯基樹脂類 1~3
擠壓法 甲基纖維素等 5~15
注射法 聚丙烯等 10~25
等靜壓法 聚羧酸銨等 0~3
結(jié)合劑可分為潤滑劑,、增塑劑,、分散劑、表面活性劑(具有分散劑和潤滑功能)等,,為滿足成形需要,,通常采用多種有機(jī)材料的組合。選擇結(jié)合劑,,要考慮以下因素:
1)結(jié)合劑能被粉料潤濕是必要條件,。當(dāng)粉料的臨界表面張力(yoc)或表面自由能(yos)比結(jié)合劑的表面張力(yoc)大時,才能很好地潤濕,。
2)好的結(jié)合劑易于被粉料充分潤濕,,且內(nèi)聚力大。當(dāng)結(jié)合劑被粉料潤濕時,,在相互分子間發(fā)生引力作用,,結(jié)合劑與粉料間發(fā)生紅結(jié)合(一次結(jié)合),同時,,在結(jié)合劑分子內(nèi),由于取向,、誘導(dǎo),、分散效果而產(chǎn)生內(nèi)聚力(二次結(jié)合)。雖然水也能把楊料充分潤濕,,但水易揮發(fā),,分子量較小,內(nèi)聚力小,不是好的結(jié)合劑,。按各種有機(jī)材料內(nèi)聚力大小順序,,用基表示可排列如下:
一CONH一>;-CONH
2>,;一COOH>,;一OH>;-NO
2>,;-COOC
2H
5>,;一COOCH
5>;-CHO>=CO>,;-CH
3>= CH
2>,;-CH
2
3)結(jié)合劑的分子量大小要適中。要想充分潤濕,,希望分子量小,,但內(nèi)聚力弱。隨著分子量增大,,結(jié)合能力增強(qiáng),。但當(dāng)分子量過大時,圍內(nèi)聚力過大而不易被潤濕,,且易使坯體產(chǎn)生變形,。為了幫助分子內(nèi)的鏈段運(yùn)動,此時要適當(dāng)加入增塑劑,,在其容易潤濕的同時,,使結(jié)合劑更加柔軟,便于成形,。
4)為保證產(chǎn)品質(zhì)量,,還需要防止從結(jié)合劑、原材料和配制工序混人雜質(zhì),,使產(chǎn)品產(chǎn)生有害的缺陷,。
在原料配制中,用粉碎,、混合等機(jī)械方法和結(jié)合劑,、分散劑配合,達(dá)到分散,,盡可能不含有凝聚粒子,。結(jié)合劑受到種類及其分子量,粒子表面的性質(zhì)和溶劑的溶解性等影響,,吸附在原料粒子表面上,,通過立體穩(wěn) 定化效果,,起到防止粉末原料凝聚的作用。在成形工序中,,結(jié)合劑給原料以可塑性,,具有保水功能,提高成形體強(qiáng)度和施工作業(yè)性,。一般來說,,結(jié)合劑由于妨礙陶瓷的燒結(jié),應(yīng)在脫脂工序通過加熱使其分解揮發(fā)掉,。因此,,要選用能夠易于飛散除去以及不含有害無機(jī)鹽和金屬離子的有機(jī)材料,才能確保產(chǎn)品質(zhì)量,。
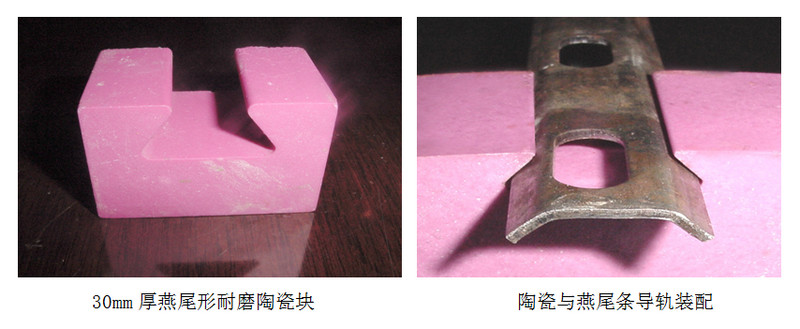
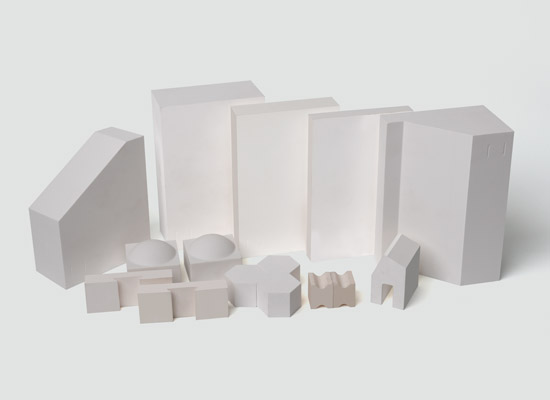
湖南精城特種陶瓷有限公司生產(chǎn)的燕尾型耐磨陶瓷
二,、陶瓷注射成形和成形用結(jié)合劑
氮化硅等特種陶瓷材料具有高強(qiáng)度、高耐磨性,、低密度(輕量化),、耐熱性、耐腐蝕性等優(yōu)良性能,,適用于制造渦輪加料機(jī)葉輪,、搖臂式燒嘴、輔助燃燒室等汽車用陶瓷部件,。這些部件要求復(fù)雜的形狀,、高精度尺寸和高可靠性。不允許有內(nèi)在缺陷(裂紋,、氣孔,、異物等)和表面缺陷。
能滿足這些質(zhì)量要求的成形技術(shù)之一,,就是陶瓷注射成形法,。陶瓷注射成型技術(shù)來源于高分子材料的注塑成型,借助高分子聚合物在高溫下熔融,、低溫下凝固的特性來進(jìn)行成型的,,成型之后再把高聚物脫除。比傳統(tǒng)的陶瓷加工工藝要簡單的多,,能制造出各種復(fù)雜形狀的高精度陶瓷零部件,,且易于規(guī)模化和自動化生產(chǎn),。
由清華大學(xué)材料科學(xué)與工程系楊金龍教授發(fā)明的CiM(陶瓷膠態(tài)注射成型方法及裝置)技術(shù)在國內(nèi)該領(lǐng)域領(lǐng)先,。
陶瓷的注射成型技術(shù)有著諸多優(yōu)點(diǎn),用它制備復(fù)雜形狀的陶瓷元件,,不僅產(chǎn)品尺寸精度高,、表面條件好,而且省去了后加工操作,,降低了生產(chǎn)成本,,縮短了生產(chǎn)周期,還具有自動化程度高,、適合于大規(guī)模生產(chǎn)的特點(diǎn),。該工藝一般包括下列步驟:陶瓷粉的選取、粘結(jié)劑的選取,、陶瓷粉與粘結(jié)劑的均勻混合,、注射成型、脫脂,、燒結(jié),。其中脫脂是關(guān)鍵。
起初的陶瓷成型注射技術(shù)是將大量的高分子樹脂與陶瓷粉體混練在一起后得到混合料,,然后裝入注射機(jī)于一定溫度注入模具,,迅速冷凝后脫模而制成坯體。該技術(shù)適合制備濕坯強(qiáng)度大,,尺寸精度高,,機(jī)械加工量少,坯體均一的產(chǎn)品,,適于大規(guī)模生產(chǎn),。對形狀復(fù)雜、厚度較薄產(chǎn)品的制備有著明顯的優(yōu)越性,。但是由于含有大量的高分子粘結(jié)劑,,使陶瓷坯體的脫脂成為不可逾越難題,并且有毛坯易變形,,容易形成氣孔等缺點(diǎn),。
粘結(jié)劑能使粉末填充成預(yù)期形狀,它對整個工藝有重要的影響,。理想的粘結(jié)劑應(yīng)該具有以下特點(diǎn):
1)在成型溫度下純粘結(jié)劑的粘度在1Pa·s以下,,流動時不發(fā)生與粉體的分離,冷卻后有足夠的強(qiáng)度和硬度,;
2)為惰性物質(zhì),,與粉體不發(fā)生反應(yīng);
3)在成型和混合溫度以上才分解,,分解的產(chǎn)物無毒,、無腐蝕性且殘余灰分少;
4)膨脹系數(shù)低,,由熱膨脹或結(jié)晶引起的殘余應(yīng)力低;
5)符合環(huán)保要求,,價廉,、安全、不吸濕,、無易揮發(fā)組分,貯藏壽命長,。
使用的大多數(shù)粘結(jié)劑可分為3類:蠟基或油基粘結(jié)劑,、水基粘結(jié)劑和固體聚合物溶液。蠟基粘結(jié)劑通常含3-4個組分,,聚合物控制著流動粘度,、生品(燒結(jié)前的坯體)強(qiáng)度和脫脂的特征。短分子鏈的成型性能好且可使成型元件中的定向作用減至最小,。蠟或油是主填充劑,,在脫脂的初期被除去。表面活性劑用于改善粉末與粘結(jié)劑的相容性,。增塑劑用來調(diào)節(jié)聚合物的流動特性,。水基粘結(jié)劑含有水溶性聚合物、凝膠或水玻璃,。這類粘結(jié)劑通常采用低壓成型以避免粉末與粘結(jié)劑的分離和減少模具磨損及殘余應(yīng)力,。由于水易于除去,這使得制造較厚的元件成為可能,。粘結(jié)劑溶液的凝固或膠凝使生品具有了強(qiáng)度,。在燒結(jié)前,水從生品中蒸發(fā)或升華出去,,使變形降至最低程度,。新型的、采用聚苯乙烯的固體聚合物溶液的粘結(jié)劑配方已經(jīng)被采用以避免變形,。主填充劑用溶液浸漬法除去,。由于聚苯乙烯的骨架結(jié)構(gòu)沒法被削弱,所以避免了生品的變形,。主填充劑是一種小的有機(jī)物分子,,它既有苯環(huán)又有極性集團(tuán)。苯環(huán)使它在混合時可溶于聚苯乙烯,,極性集團(tuán)則使它在脫脂時可溶于水或醇等溶劑中,。
常見的粘結(jié)劑有聚丙烯(PP)、無規(guī)則聚丙烯(APP),、聚乙烯(PE),、乙烯一醋酸乙烯共聚體(EVA)、聚苯乙烯(PS)、丙烯酸系樹脂等,。其中PE具有優(yōu)異的成形性,;EVA與其他樹脂的相溶性好,流動性,、成形性也好,;APP具有與其他樹脂相溶性好、富于流動性和脫脂性的特征,;PS流動性好。助劑有蠟石石蠟,、微晶石蠟,、變性石蠟、天然石蠟,、硬脂酸,、配合劑等。成形材料的流動性可以使用高式流動點(diǎn)測定器和熔化分度器進(jìn)行評價,。當(dāng)脫脂具有結(jié)合劑的含量多 時,,則脫脂性有降低的傾向,助劑的石蠟多者,,脫脂性好,。如果有機(jī)材料在特定的溫度區(qū)域不能全部飛散掉,就會影響陶瓷的燒結(jié),,因此,,需要考慮熱分解特性,加以選擇,。
三,、陶瓷擠壓成形和成形用結(jié)合劑
堇青石由于具有耐熱性、耐腐蝕性,、多孔質(zhì)性,、低熱膨脹性等優(yōu)良材料特性,所以廣泛用作汽車尾氣凈化催化劑用載體,。堇青石蜂窩狀物利用原料粒子的取向,,產(chǎn)生出蜂窩狀結(jié)構(gòu)體的低熱膨脹,可用擠壓成形法來制造,。
根據(jù)堇青石分子組成(2MgO·2Al
2O
3·5SiO
2),,原料可選用滑石、高嶺土和氧化鋁,。成形用坯土從口蓋里面的供給孔進(jìn)入口蓋內(nèi),,經(jīng)過細(xì)分后,向薄壁擴(kuò)展,,再結(jié)合,,由此求得延伸性和結(jié)合性好的質(zhì)量,。另外,作為擠壓成形后的蜂窩狀體,,為了保持形狀,,坯土的屈服值高者好,也就是說,,選擇結(jié)合劑應(yīng)使坯土的流動性和自守性兩個性能達(dá)到最佳化,。
原料粉末、結(jié)合劑,、助劑(潤滑劑,、界面活性劑等)及水經(jīng)機(jī)械混練后,用螺桿擠壓機(jī)連續(xù)式擠壓或用油壓柱塞式擠壓機(jī)擠壓成形,。一般來說,,擠壓成形使用的結(jié)合劑只要用低濃度水溶液,便可顯示出高粘性的結(jié)合性能,。常用的有甲基纖維素(MC),、羧甲基纖維素(CMC)、聚氧乙烯(PEO),、聚乙烯醇(PVA),、羥乙基纖維素(HEC)等。MC能很好溶于水中,,當(dāng)加熱時很快膠化,。CMC能很好溶于水中,分散性,、穩(wěn)定性也高,。PVA 廣泛地用于各種成形。潤滑劑可減少粉體間的摩擦,,界面活性劑可提高原料粉末與水的潤濕性,。
缺乏可塑性,具有膨脹特性的坯土使擠壓不夠光滑,,表面缺陷增加,。因此,對結(jié)合劑的性能應(yīng)有評價指標(biāo),。評價還土的可塑性方法,,有施加扭曲、壓縮,、拉伸等應(yīng)力,,求出應(yīng)力與變形之間的關(guān)系,用毛細(xì)管流變計的方法、粘彈性的方法等,。用這種方法可以評價坯土的自守性和流動性,。在用粘彈性的方法評價時,可得出結(jié)合劑配合量增加到一定程度時,,自守性和流動性均會增加的結(jié)果,。也就是說,結(jié)合劑配合量的增加有助于原料的可塑性增加,。
有機(jī)材料是特種陶瓷的主要結(jié)合劑,,合理選用這些有機(jī)材料是保證產(chǎn)品質(zhì)量的關(guān)鍵。在生產(chǎn)中,,應(yīng)根據(jù)粉料的特性,、制品的形狀、成形方法綜合進(jìn)行選擇,。
 湖南精城特種陶瓷測繪-設(shè)計-生產(chǎn)-安裝-售后全方位服務(wù)體系
湖南精城特種陶瓷測繪-設(shè)計-生產(chǎn)-安裝-售后全方位服務(wù)體系

 0731-84069187
? 15674861808
0731-84069187
? 15674861808
 English
English Espa?ol
Espa?ol русский
русский 日本語
日本語
























 湘公網(wǎng)安備 43012102000459號
湘公網(wǎng)安備 43012102000459號